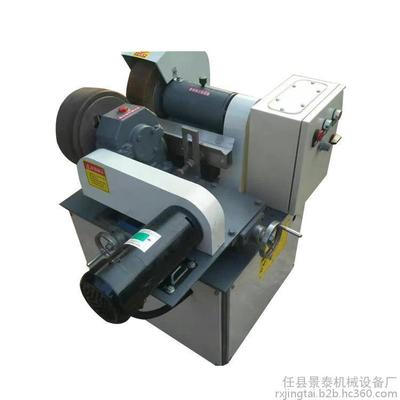
罗山外圆抛光机是广泛应用于钢管、圆钢、轴类等金属工件表面抛光、除锈、去氧化皮的专用设备,其操作与钢管除锈抛光机基本相通。正确使用不仅能提高工作效率和抛光质量,还能确保操作安全,延长设备寿命。以下是详细的使用方法和注意事项。
一、 使用前准备
- 设备检查: 开机前,仔细检查抛光机各部件是否完好,特别是抛光轮(千叶轮、布轮、砂轮等)是否安装牢固、无破损,电机传动皮带松紧度是否合适,防护罩是否安装到位。
- 工件准备: 对待处理的钢管进行初步清理,去除表面的厚重油污、泥土或大块焊渣。根据钢管锈蚀程度和最终光洁度要求,选择合适的抛光轮型号(如粗粒度用于重锈、细粒度用于精抛)。
- 参数设定: 根据钢管材质(如碳钢、不锈钢)和直径,调整主机转速(通常可调)、抛光轮进给压力以及输送辊道的传送速度。对于重锈,建议先低速、大压力粗抛,再高速、小压力精抛。
- 安全防护: 操作人员必须穿戴好劳动防护用品,包括防护眼镜、防尘口罩、耳塞、工作服和手套,确保长发盘入帽内,防止卷入设备。
二、 操作步骤(以常见的通过式抛光机为例)
- 开机启动: 合上电源总开关,先启动输送辊道电机,让辊道空转运行平稳。然后依次启动抛光电机(通常从进料端到出料端顺序启动),观察设备运行有无异常声响或振动。
- 上料与对中: 将准备好的钢管平稳放置在进料辊道上,确保钢管轴线与辊道及抛光轮轴线基本平行。对于有中心调整功能的设备,可微调使钢管处于最佳抛光位置。
- 抛光过程: 钢管在辊道带动下匀速通过高速旋转的抛光轮组。抛光轮在压力作用下与钢管表面接触,通过摩擦切削实现除锈和抛光。操作人员应在控制台或侧面观察抛光效果,根据火花、声音和表面状况,微调进给压力或传送速度。
- 质量检查与收料: 抛光后的钢管从出料端送出。及时检查一段钢管的表面光洁度、锈蚀是否去除均匀。若未达标,可调整参数后将该段钢管再次送入进行二次抛光。合格的产品移至指定区域,堆放整齐。
- 关机与清理: 工作结束后,先停止抛光电机,待抛光轮完全停止转动后,再关闭输送辊道和总电源。及时清理设备内外的金属粉尘和碎屑,保持工作区域整洁。
三、 关键注意事项
- 严禁违规操作: 切勿在设备运行时拆卸防护罩、触摸旋转部件或进行维修调整。抛光机运行时,前方禁止站人,防止飞溅物伤人。
- 控制进给量: 避免一次性进给压力过大,导致抛光轮过度磨损、电机过载或钢管表面过热变形。应遵循“由粗到细,循序渐进”的原则。
- 关注设备状态: 运行时注意监听设备声音,闻有无焦糊味,观察电机电流表是否在额定范围内。发现异常应立即停机检查。
- 维护保养: 定期为轴承、导轨等部位加注润滑油,检查并更换磨损严重的抛光轮和传动皮带,保持设备良好状态。
四、 常见问题与处理
- 抛光不均匀: 检查抛光轮磨损是否一致,钢管是否弯曲过大,调整对中装置或更换抛光轮。
- 表面有深划痕: 可能是抛光轮粒度太粗或粘有硬质杂质,应更换更细粒度轮或清理抛光轮表面。
- 设备振动大: 检查抛光轮是否安装平衡,主轴轴承是否损坏,进行动平衡校正或更换轴承。
正确、规范地使用罗山外圆抛光机(钢管除锈抛光机),不仅能高效完成钢管表面处理任务,获得理想的金属光泽和清洁度,更是安全生产的根本保障。操作人员需经过必要培训,熟读设备说明书,并在实践中不断积累经验。